 185 6616 1122
185 6616 1122


涂层绝对不是越厚越好,每种涂层都有最优厚度区间,超过临界厚度后,弊端会远大于耐磨、防腐的提升收益,尤其你做的薄件DLC 涂层,厚膜是工件变形翘曲的核心诱因之一。

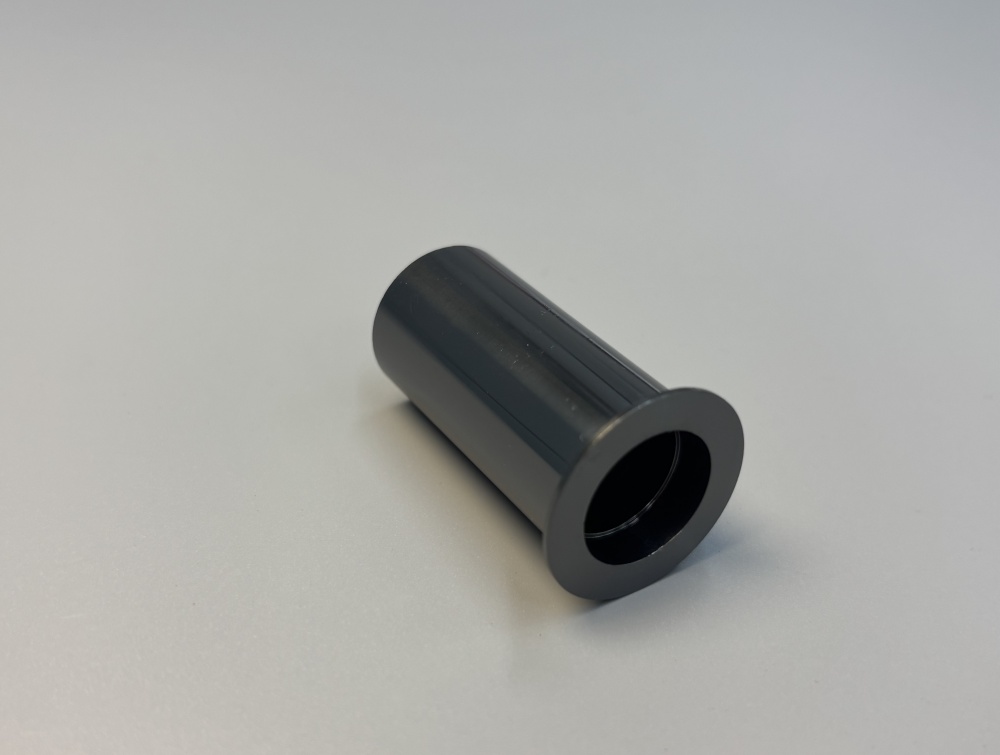
注塑型芯“粘模拉伤”的根治性突破:DLC涂层选型与工艺配套全解析

这种厚度仅有头发丝二十分之一(约几微米)的PVD加硬涂层,之所以能扛住高速摩擦、反复撞击甚至锉刀的考验,靠的不是“厚”,而是极致的硬、超强的附着力和精妙的微观结构设计。简单说,这是材料科学和精密制造技术共同打造的一件“微米级铠甲”。

千万别小看这2-3 微米(约头发丝直径 1/20)的 PVD 加硬涂层,它在工业制造、精密加工等领域掀起的是性能革命级的 “大浪”,核心在于用极致薄度实现了硬度、耐磨性、耐腐蚀性、润滑性的跨越式提升,同时不牺牲基材原有特性。

PVD是一类真空镀膜工艺的统称,TiN、AlCrN、CrN 这类金属氮化物硬膜都属于PVD涂层;而DLC是类金刚石碳膜,属于独立的涂层材料,很多DLC本身就是通过 PVD 设备镀制出来的,二者不存在绝对谁更强,只看工况需求。
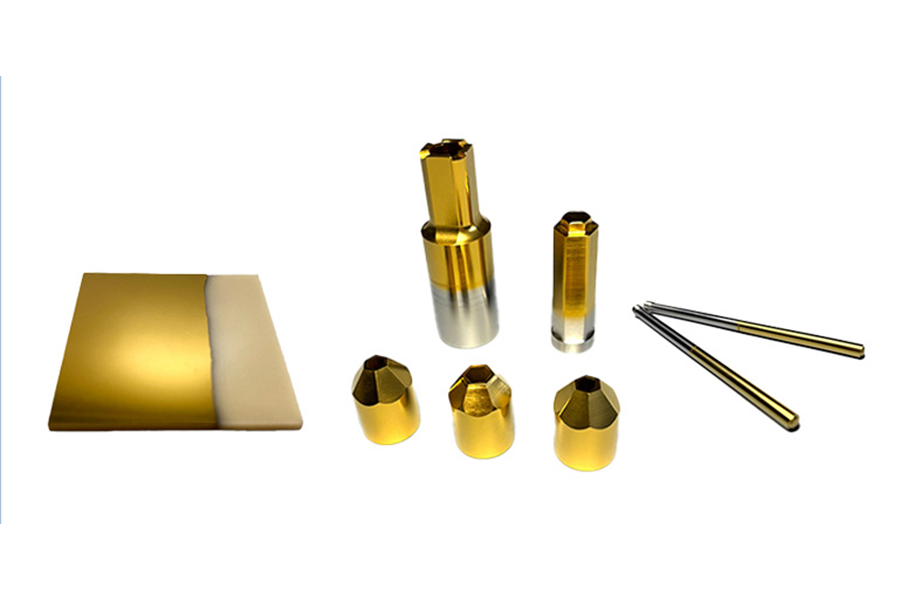
当精密模具工艺邂逅航天级 DLC 涂层(类金刚石薄膜),为金属挤压加工带来产能革命 —— 兼顾超硬耐磨与微米级成型精度,适配多材质挤压场景,让每一次成型都稳定高效,降本增效直击核心!
当航空级钛合金邂逅航天级 DLC 涂层(类金刚石薄膜),一场户外装备的性能革命就此开启 —— 兼顾轻量化与强韧度,更以超硬防护突破使用边界,让每一次精准出击都底气十足!

DLC也就是类金刚石涂层,主要成分为碳元素,分为含氢和无氢两种类型,整体属于非晶结构,不存在晶体晶粒,不含金属与氮元素,外观多为哑光黑灰色,没有金属光泽。氮化铬铝涂层由铝、铬、氮三种元素组成,是 PVD制备的结晶型硬质陶瓷涂层,呈纳米晶组织结构,表面带有蓝灰色金属质感。

还在为软质铝件的 “娇气” 头疼不已?质地偏软、一刮就花、摩擦阻力大,这些问题不仅在工业生产中造成频繁停机换件、维护成本飙升,更在精密制造领域导致产品精度衰减、合格率下降,甚至在日常使用场景中让铝制零件快速老化报废。别担心!DLC(类金刚石碳膜)涂层的出现,彻底破解软质铝件的使用痛点,让耐磨与润滑需求一步到位!
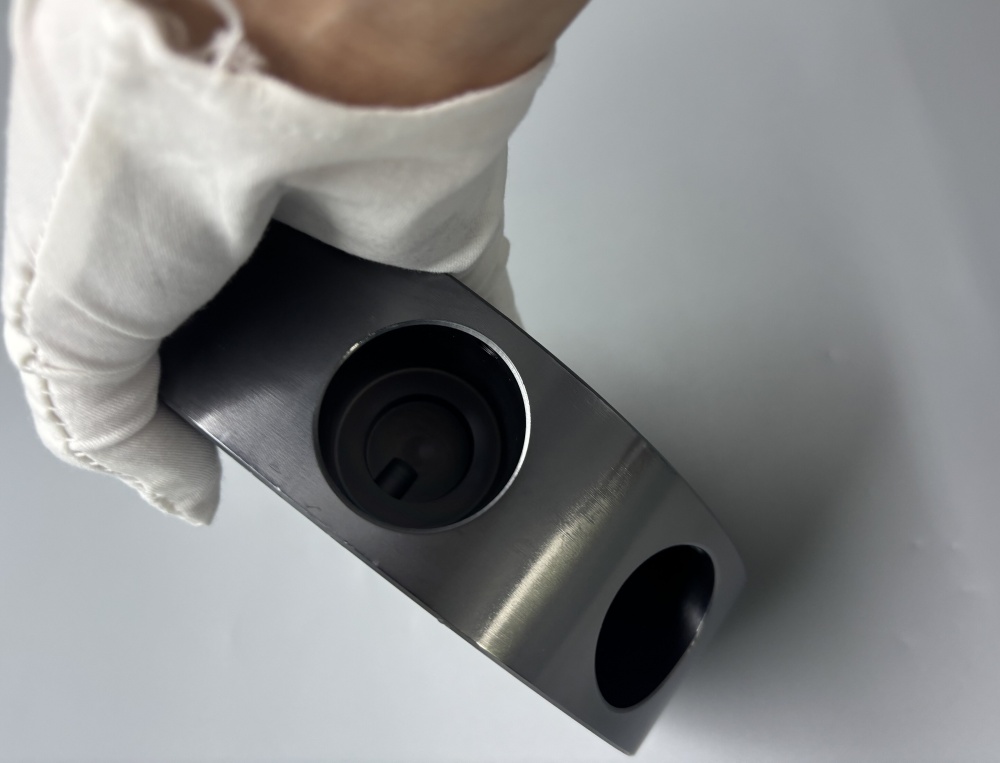
铝件模具在成型过程中易面临铝料粘附、脱模阻力大、磨损严重、精度衰减等问题,而 DLC(类金刚石碳膜)涂层凭借其独特的材料特性,能精准解决这些痛点,以下为八大核心应用优势的详细解析:

DLC涂层(类金刚石涂层)作为当代先进表面改性技术的核心材料,依托 PVD(物理气相沉积)或 PACVD(等离子体增强化学气相沉积)工艺的技术优势,在 80℃~120℃的低温环境下即可合成,完美继承了 PVD 薄膜沉积速度快、附着力强、衍射性能好的核心特点,同时凭借自身独特的材料属性,成为跨行业应用的高性能涂层解决方案。它是一类性质近似金刚石,兼具高硬度、高电阻率与优良光学性能,且拥有独特摩擦学特性的非晶碳薄膜,其核心定义在于微观结构中以金刚石键结合的碳含量占总碳量 30% 以上,这一结构特性赋予了它远超普通涂层的综合性能。
耐磨涂层选型纠结 DLC与氮化钛(TiN)?二者作为工业领域主流耐磨涂层,性能侧重各有不同,下面从八大核心维度展开详细解析,帮你精准匹配需求:

在模具上沉积DLC(类金刚石)涂层来改善脱模,确实是个很巧妙的思路。通常大家想到DLC,第一反应都是它极高的硬度和耐磨性,适合做刀具或耐磨零件。但在鞋模这个场景下,它发挥的其实是另一个关键特性——低表面能和自润滑。

PVD(物理气相沉积)涂层之所以能成为工业领域 “耐磨利器”,其核心优势源于远超传统喷涂的精密制备工艺。这种技术打破了常规涂层 “表面附着” 的局限,通过真空环境下的磁控溅射技术,实现了涂层与基材的原子级结合,最终形成的薄膜不仅结构致密、硬度惊人,更能从根本上延长基材的使用寿命,成为高端制造中不可或缺的关键技术。

挤压模具镀钛是成熟的表面强化工艺,通过气相沉积技术在模具表面生成致密坚硬的钛基防护涂层,从多维度改善模具本体性能,解决挤压生产中常见的损耗问题,稳固模具使用状态。



