185 6616 1122
185 6616 1122

DLC表面处理,全称类金刚石碳涂层工艺,是借助物理或化学手段,在基材表面制备一层具备金刚石相似特性的非晶态碳膜的技术。其核心是通过精准控制沉积过程,让涂层同时兼具高硬度、低摩擦等关键性能,以下从工艺核心维度展开详细说明。

DLC 表面处理类金刚石涂层在手机屏幕涂层的应用研究

DLC 涂层:全称类金刚石碳涂层(Diamond-Like Carbon),是一种由碳元素构成、结构与金刚石类似的无机非晶态薄膜。

Cr+W-C 型 DLC(类金刚石碳)镀层,是在类金刚石碳膜基础上掺杂铬(Cr)与钨(W)元素形成的复合镀层材料,其综合性能适配多行业精密防护需求

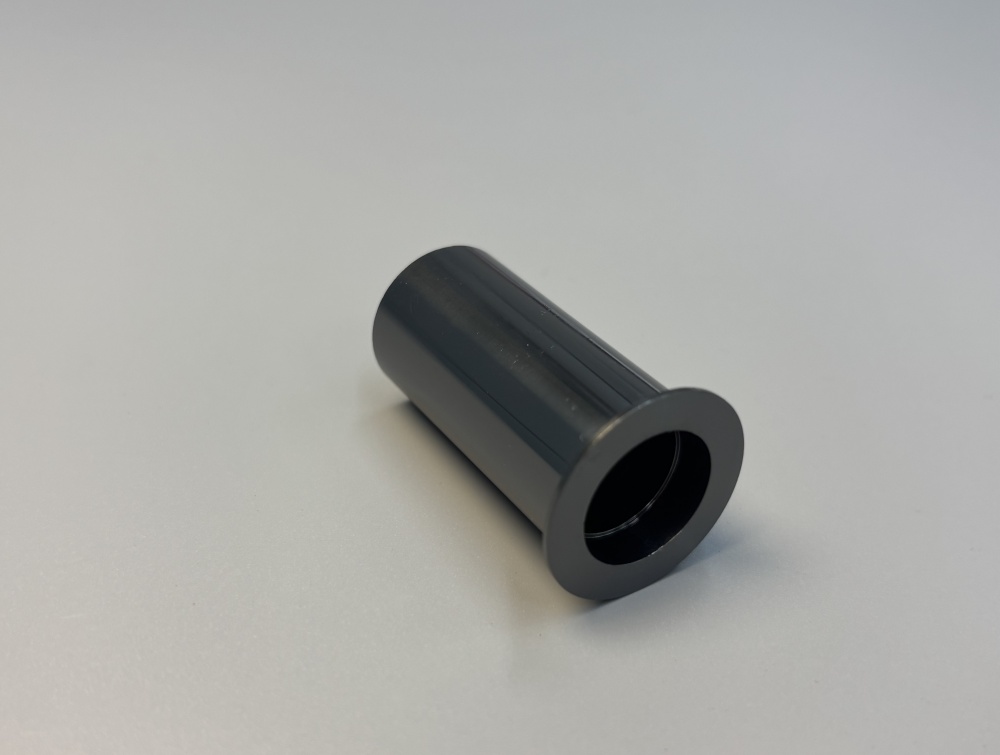
DLC(类金刚石)膜层的核心特性与金刚石高度相似,在机械性能及多物理特性上表现突出:从基础参数来看,其膜层厚度通常控制在 2~4μm,表面硬度可达 2500HV,且具备极低的摩擦因数(0.04~0.1)—— 仅为钢摩擦因数的 1/5,能大幅降低部件间摩擦损耗;同时,DLC 膜层拥有高弹性模量,搭配优异的抗损伤能力与化学惰性,可耐受复杂工况下的机械冲击与腐蚀侵蚀。

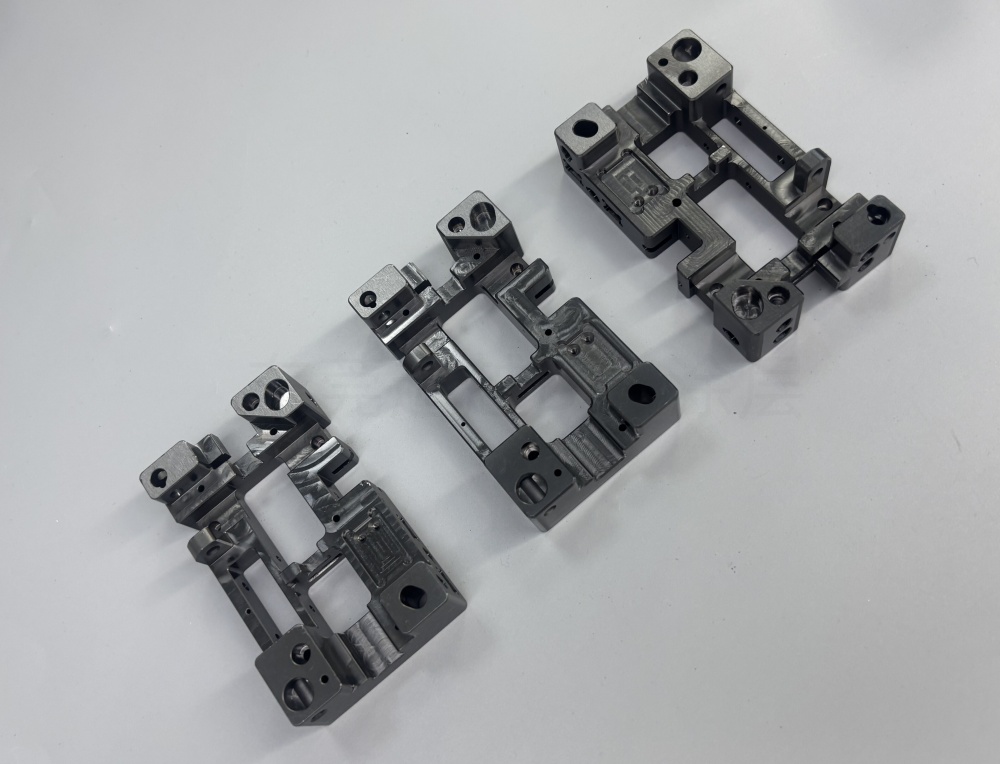
经 DLC(类金刚石)表面处理的金属零件,其耐磨性能会显著增强,该工艺因此在机械工业领域备受关注 —— 尤其当模具钢采用 DLC 涂层技术后,表面抗摩擦磨损能力得到明显改善。

要降低发动机燃油消耗,减少其滑动部件的摩擦损耗至关重要 —— 尤其是活塞、活塞环与气缸的配合面,以及凸轮与从动件之间的摩擦区域。 类金刚石(DLC)涂层是 PVD 涂层体系中应用较广的类型,具备与金刚石相近的核心特性。凭借高硬度、高弹性模量、低摩擦系数、优异耐磨性及良好真空摩擦学性能,DLC 涂层成为理想的耐磨防护涂层,广泛应用于对耐磨性和硬度有明确要求的零部件制造中。在工艺温度方面,DLC 涂层制备通常控制在 200℃左右,部分场景下可进一步降低 —— 例如我司纳隆当前已实现 85℃低温真空电镀工艺,能够适配绝大多数汽车零部件的处理需求。

DLC薄膜制备技术开始发展。1971年,研究者首次通过碳离子束成功沉积出DLC薄膜,开启了离子束沉积法的先河。此后,科研人员陆续开发出多种DLC薄膜制备工艺。

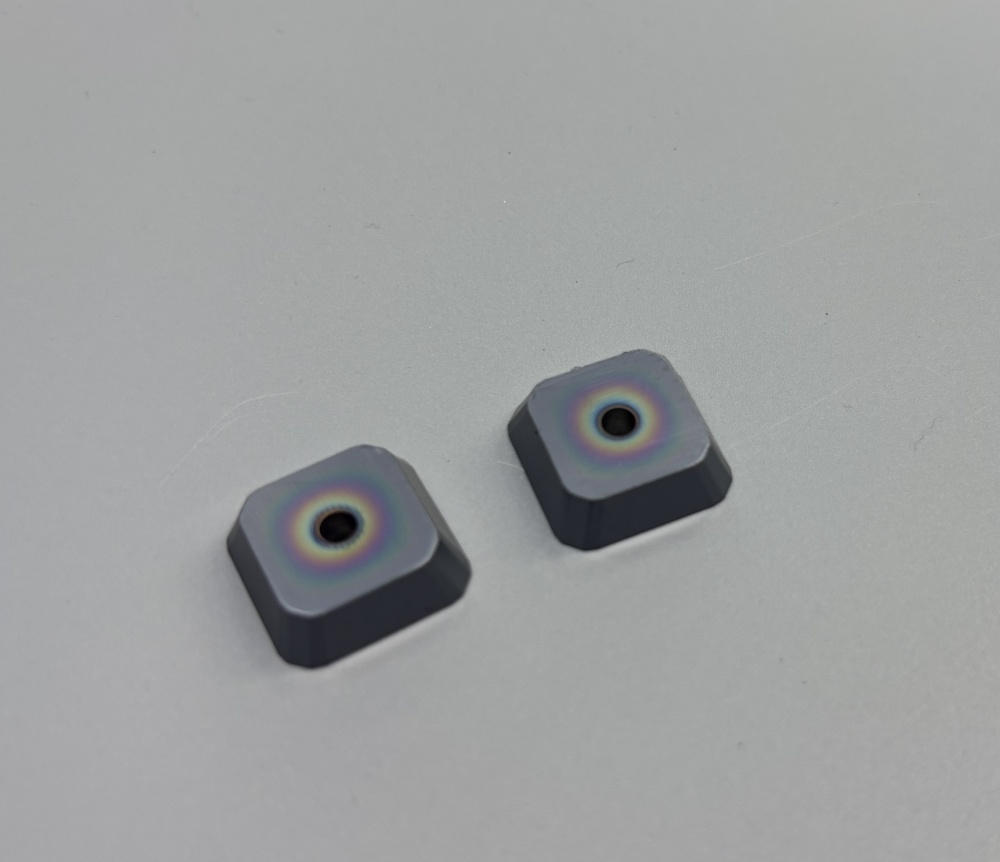
DLC涂层在刀具领域的创新应用 DLC(类金刚石)涂层作为一种高性能表面技术,凭借卓越的硬度、极低摩擦系数和稳定的化学性能,在精密刀具和机械部件领域获得广泛应用。将这项技术应用于刀具,能够在保持传统刀具特性的同时,显著提升其综合性能。以下是具体分析:

CrN涂层提升工件抗刮与耐磨性能的应用 随着工业技术持续进步,模具性能要求日益提高。尤其在加工含玻纤的PE、PP等工程塑料时,玻纤的高摩擦系数易导致模具表面严重磨损。通过对模具进行表面处理,可显著提高基材硬度,有效避免划伤问题。

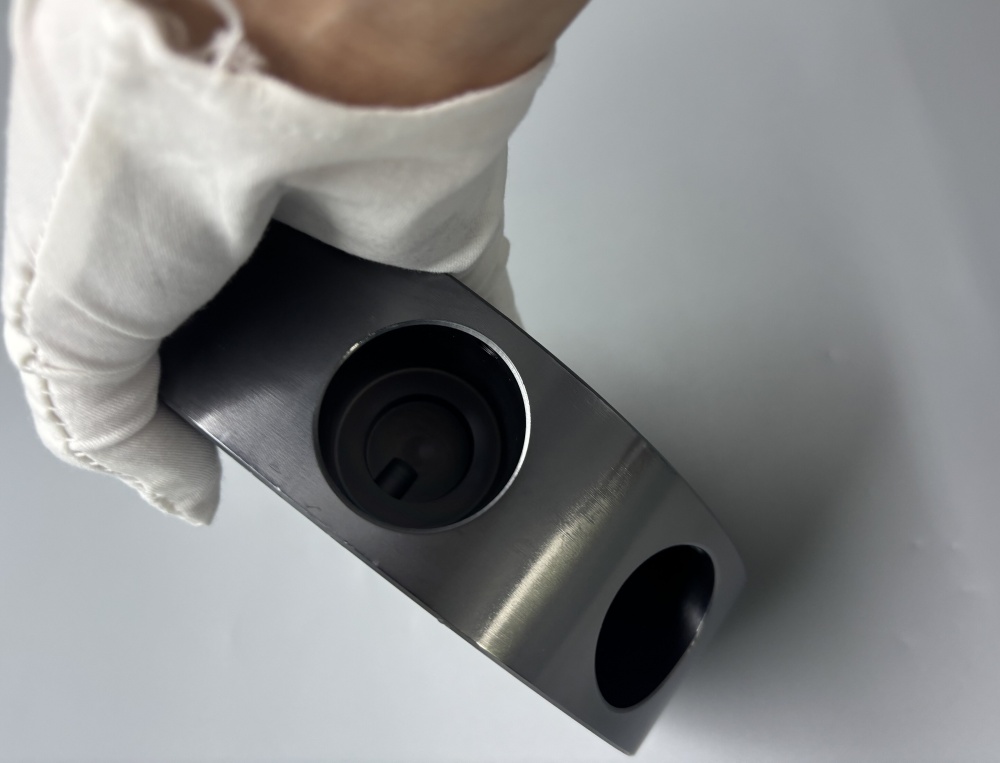
CNC精密零件为何需要采用DLC类金刚石薄膜表面工艺? 为提高CNC精密零件的耐腐蚀性与耐磨性,延长其服役周期,工程师常在金属零件加工完成后,通过真空电镀技术在其局部或整体表面沉积DLC(类金刚石)薄膜。 该工艺能够显著改善零件的机械与电气性能,从而提升整体组件的工作效能。具体而言,其作用包括:
AlCrN涂层与氮化铬铝涂层的比较 AlCrN(氮化铬铝)与TiAlN(氮化铬铝钛)是两种常见的高性能涂层,其在成分、性能及适用领域上存在明显差异。 1. 成分差异

类金刚石碳基涂层凭借出色的耐腐蚀性、化学惰性、耐磨性和低摩擦系数等特性,已成为工业保护涂层的重要选择。通过引入硅元素进行掺杂改性,不仅能优化涂层性能,还可通过调控硅含量制备低应力多层结构。这种设计既有利于实现厚膜沉积,又能延长腐蚀介质的扩散路径,从而显著提升防护性能。

表面处理指在材料基体上形成一层具有特定机械、物理或化学性能表层的工艺方法,旨在提升零件的耐腐蚀性、耐磨性、装饰效果或特殊功能。常见的金属表面处理技术包括真空电镀DLC、镀铬、镀锌、镀镍、喷涂、阳极氧化、电泳涂装、喷砂等十余种工艺。

东莞超越钻碳膜(DLC)涂层技术为机械传动元件性能提升提供了创新解决方案,尤其在轴承领域展现出显著价值。该技术通过物理气相沉积(PVD)工艺,在轴承表面形成类金刚石碳膜,从多个维度改善轴承性能。